 +7 913-923-66-02
+7 913-923-66-02





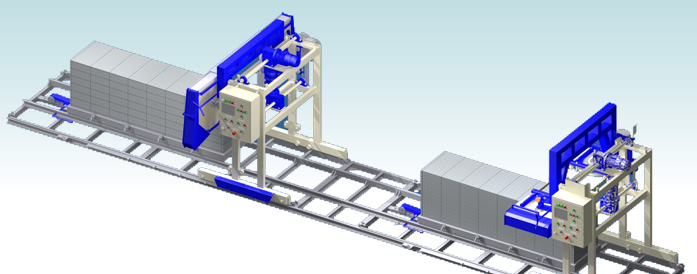
Production line of new generation
The maximum level of automation that meets the European standards!
Learn more

We Recommend Reading
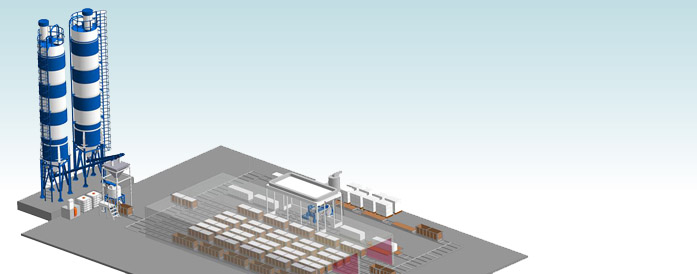
Key points when organizing or modernizing a concrete block production.
Learn more

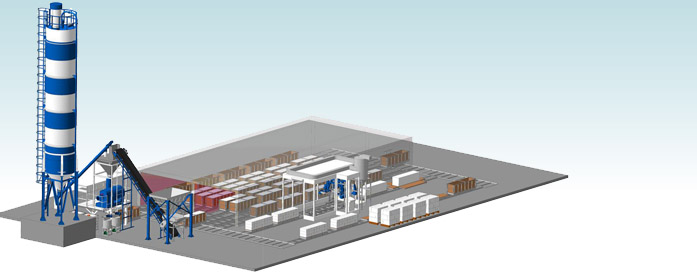
RS-1000 Mobile Station
is used for production of foam and polystyrene concrete of various densities.
Learn more

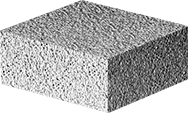
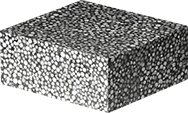
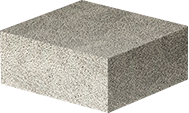
Compare quality of the concrete blocks
Review of various equipment for sawing cellular concrete
Learn more
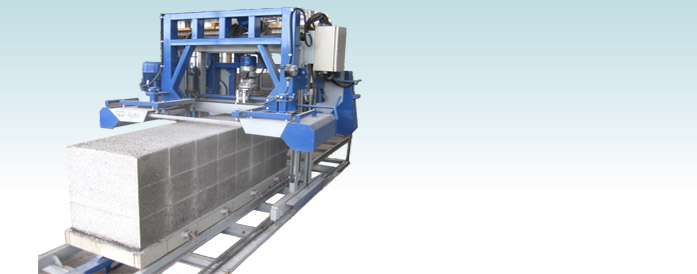
Automated Cutting Machine ARK-004
Learn more

Siberian Constructing Technologies -
foamed concrete, non autoclaved aerated concrete,
polysterene concrete plants and equipment
Company Profile
Our mission is to implicate resource-saving technologies of constructing materials' production. Resource-saving technologies are based on the usage of secondary raw materials including industrial wastes which chemical and mineral composition is the same or even better than the composition of traditionally used materials. Implementation of resource-saving technologies allows to decrease cost price. Testing of technologies is conducted by our company's specialists at the laboratory, following by implementation of technologies at our automated mill for production of units from non-autoclave foamed concrete, as well as from polystyrene concrete.
Read more
